【作 者】范素香;梁惠俊;郝用兴;李宇航
【前 言】
渐进成形技术是一种柔性制造技术,具有十分灵活的加工工艺过程[1]。该技术不需要设计和制造专用模具,只需要赋予成形工具正确的成形轨迹使板材塑性变形逐渐积累即可得到目标零件的最终形状,其加工过程不会造成材料浪费,符合当下绿色制造的理念[2-7]。
本文通过逆向工程的技术路线生成零件的三维模型,编制数控加工程序,通过设计正交试验研究加工层数、工具头直径、机床主轴转速和加工进给率等不同工艺参数组合对零件壁厚均匀性的影响大小,寻求最佳工艺参数组合。
宾果游戏 【结 语】
本文利用ABAQUS软件建立渐进成形数值模拟模型,结合试验分析成形工具头直径、加工层数、加工进给率和机床主轴转速对零件壁厚均匀性的影响并得出使其壁厚均匀性达到最优的最佳工艺参数组合,结论如下:
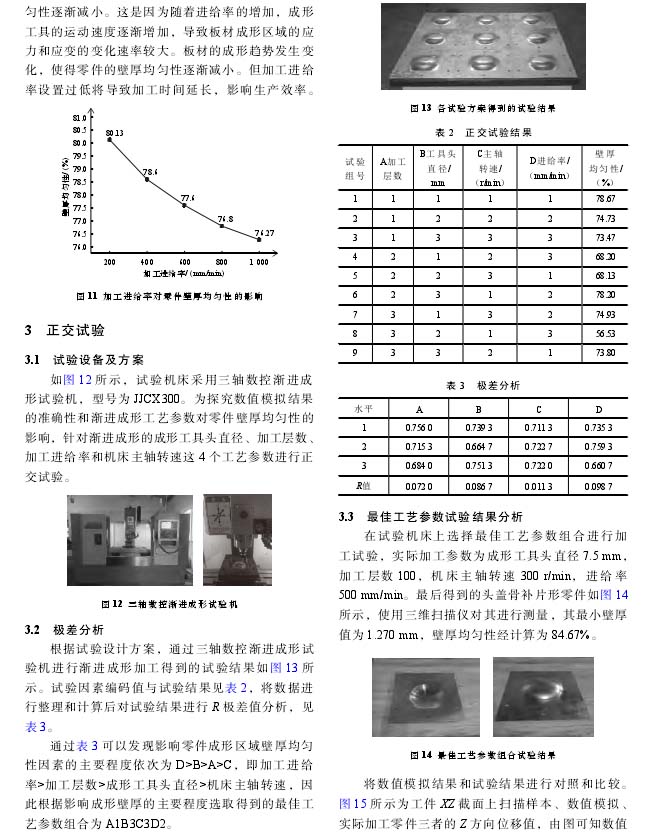
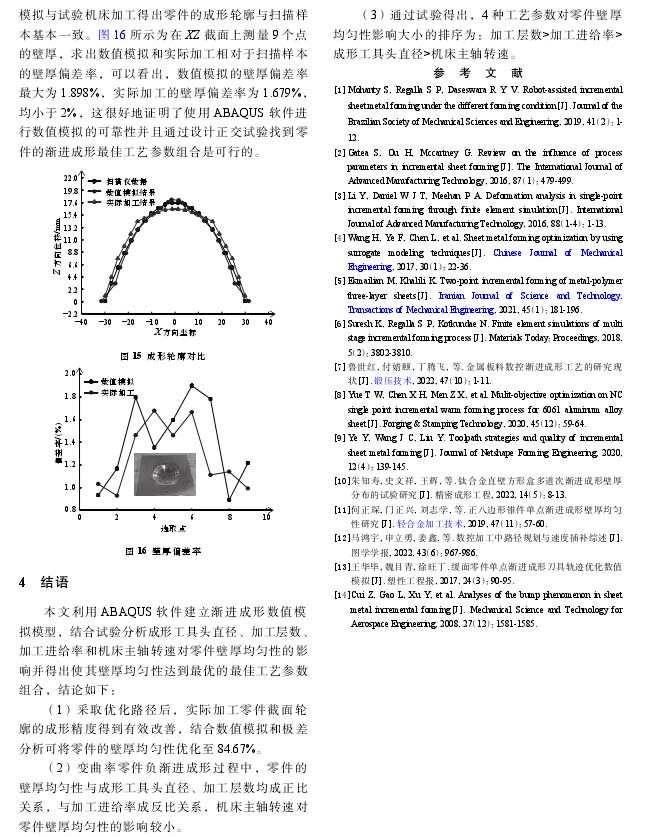
(1)采取优化路径后,实际加工零件截面轮廓的成形精度得到有效改善,结合数值模拟和极差分析可将零件的壁厚均匀性优化至84.67%
(2)变曲率零件负渐进成形过程中,零件的壁厚均匀性与成形工具头直径、加工层数均成正比关系,与加工进给率成反比关系,机床主轴转速对零件壁厚均匀性的影响较小。
宾果游戏 (3)通过试验得出,4种工艺参数对零件壁厚均匀性影响大小的排序为:加工层数>加工进给率>成形工具头直径>机床主轴转速。
以下是正文: